





યાંત્રિક અને સાધનોને ધ્યાનમાં લીધા વિના, જોખમને ટાળવા માટે બુટ કરતા પહેલા નિરીક્ષણ અને તૈયારી કરવી જોઈએ.ચાલો પ્લાસ્ટિક એક્સટ્રુઝન મશીનની સાવચેતીઓ વિશે વાત કરીએ.
1.પ્લાસ્ટિક એક્સટ્રુઝન મશીન ચાલુ થાય તે પહેલાં, તાપમાન લગભગ 40-50 મિનિટ છે, અને પછી ઓછી ઝડપે બુટ કરો.અપવાદો, ઇલેક્ટ્રિક મોટર્સ, એમ્પીયર કોષ્ટકો અને અન્ય પ્રવાહો છે કે કેમ તે સ્ક્રૂને તપાસો.એક્સ્ટ્રુડરની સામાન્ય ઉત્પાદન પ્રક્રિયાને સતત ફરી ભરવાની જરૂર છે;ઉત્પાદન કામગીરી કરતી વખતે ઓપરેટરને પ્લાસ્ટિકના વિવિધ ગુણધર્મો અનુસાર વિવિધ તાપમાનને સમાયોજિત કરવાની જરૂર છે.
2.જ્યારે પ્લાસ્ટિક એક્સટ્રુઝન મશીન સામાન્ય રીતે ચાલે છે, ત્યારે ઉપકરણનું મશીનનું તાપમાન સ્થિર હોવું જોઈએ, અને ઊંચુ અને નીચું ન આવવું જોઈએ.ફાયરિંગ હોલ્સની નજીક, જ્યાં સુધી ડાઇ હેડનું તાપમાન સેટિંગ તાપમાન સેટ તાપમાન સુધી ન પહોંચે ત્યાં સુધી, હવાના પરિભ્રમણનો સમય બેરલ સાથે સ્ક્રૂને ઘસતા અટકાવવા માટે ખૂબ લાંબો ન હોવો જોઈએ.
3. ધીમે ધીમે ફીડિંગ ઉમેરો, પ્લાસ્ટિક એક્સટ્રુઝન મશીનનું ફીડ એકસમાન હોવું જોઈએ.પ્લાસ્ટિક એક્સટ્રુઝન મશીન પરની સામગ્રીની ઝડપ પુરવઠાની ઝડપ સાથે યોગ્ય રીતે મેળ ખાય છે.નહિંતર તે કણોની ગુણવત્તા અને આઉટપુટને અસર કરશે.
4. આકસ્મિક ઈજાના અકસ્માતોને રોકવા માટે મોલ્ડની સામે કોઈને મંજૂરી નથી.
5.પ્લાસ્ટિકને સ્ક્વિઝ કર્યા પછી, વેક્યૂમ કૂલિંગ ઉપકરણ, ટ્રેક્શન સાધનોમાં બહાર નીકળેલી વસ્તુઓને ધીમે ધીમે સમાયોજિત કરવી અને આ સાધનોને અગાઉથી ચાલુ કરવા જરૂરી છે.
6. પછી સામાન્ય સ્થિતિ સુધી દરેક લિંકને યોગ્ય રીતે સમાયોજિત કરો.
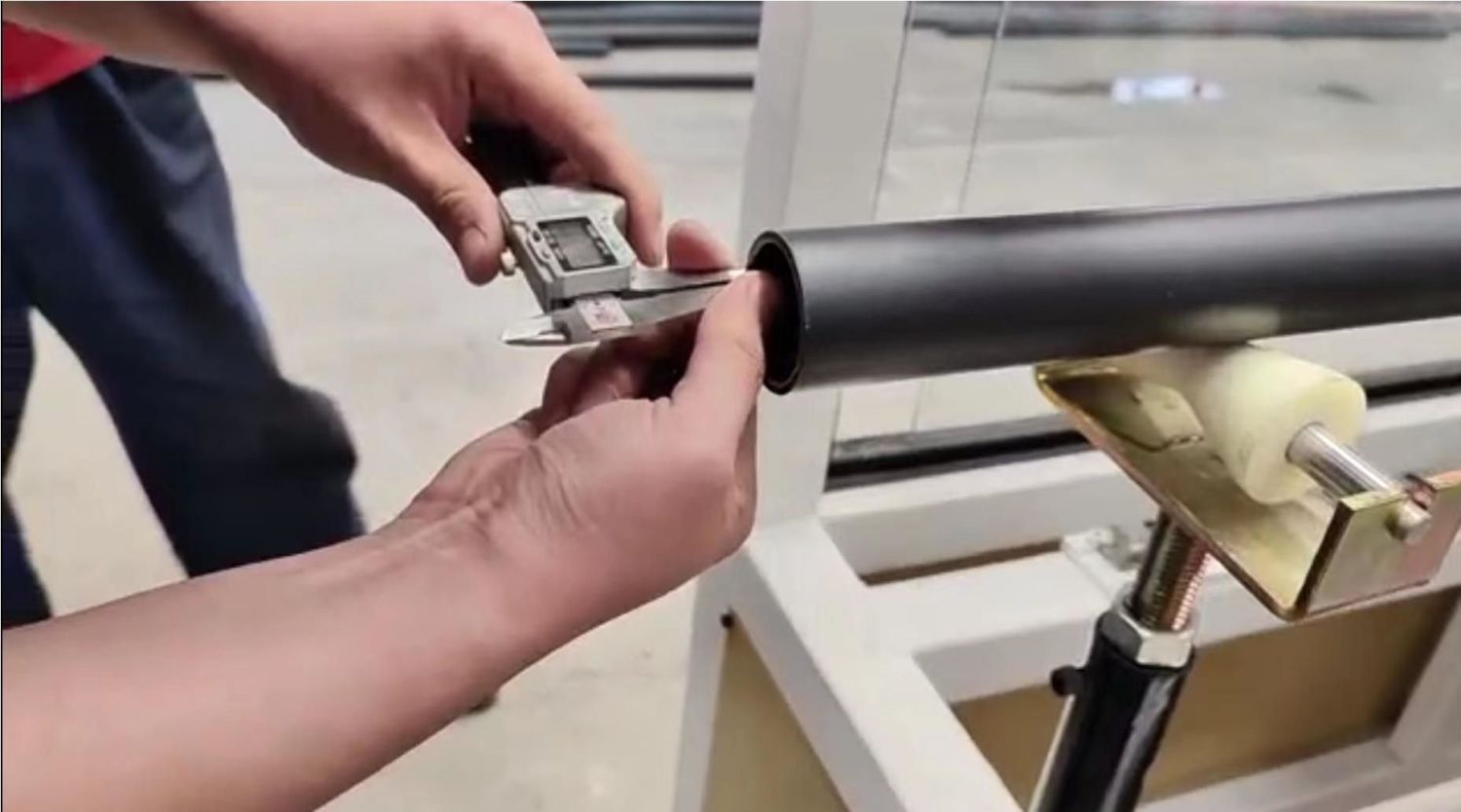
7. કટિંગ સેમ્પલિંગ, દેખાવ જરૂરિયાતોને પૂર્ણ કરે છે કે કેમ તે તપાસો, કદ પ્રમાણભૂતને પૂર્ણ કરે છે કે કેમ, અને ઝડપથી શોધી કાઢો કે પ્રદર્શન ધોરણને પૂર્ણ કરે છે કે કેમ, અને પછી ઉત્પાદનની પ્રમાણભૂત જરૂરિયાતોને પૂર્ણ કરવા માટે ગુણવત્તાની જરૂરિયાતો અનુસાર એક્સટ્રુઝન પ્રક્રિયાને સમાયોજિત કરો.



પોસ્ટ સમય: માર્ચ-16-2023






